Best Practice Beispiel:
Versuchsplanung zur Abnahme eines Heißkanal-Spritzguss-Werkzeuges
Seit 1977 steht Braunform weltweit für innovative Spitzenleistung in der Kunststofftechnologie. Ein tiefes Verständnis für Technik und die Anforderungen des Kunden, visionäres Denken, höchstes Qualitätsbewusstsein und das Bestreben, niemals stehen zu bleiben, sind die Antriebskräfte hinter der Braunform Erfolgsgeschichte.
Ausgangssituation

Der Formenbau der Firma Braunform stellt komplexe Heißkanal-Werkzeuge mit vielen Kavitäten für den Zweikomponenten-Spritzguss her. Die Produkte werden als pharmazeutische Verpackungs¬komponenten eingesetzt.
Bislang erfolgt die Freigabe der Werkzeuge auf Basis von Einfahr¬versuchen mit iterativer Prozess¬findung, bis die Qualität der Formkörper innerhalb der Spezifikation liegt .
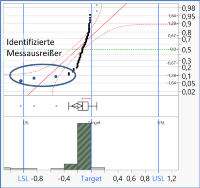
Durch attributive Merkmale wie sichtbare Fehlstellen treten vereinzelt Ausfälle auf. Ursachen sind bislang nur als Hypothesen bekannt und sollen im Rahmen dieser Untersuchung ermittelt werden.
Projektziele

- Systematische und standardisierte Charakterisierung des Werkzeuges anhand objektiver Kriterien zur Übernahme des Werkzeuges in die Produktion.
- Identifizierung eines Prozessfensters, das sowohl geometrische als auch attributive Merkmale sicher erreicht.
- Entwicklung des Verfahrens anhand eines Pilotwerkzeuges für ein Spritzenverschlusssystem der Firma Braunform.
Vorgehensweise und Leistungen
Ausgehend von einem Prozessworkshop zur breitbandigen Identifizierung möglicher Einflussgrößen und Qualitätsmerkmale wurden zwei Handlungsfelder umgesetzt.
Handlungsfeld Messtechnik: Die Datenanalyse ermittelte die Halterung der Messmaschine als klare Ursache für die Streuung der geometrischen Merkmale. Diese wurde im Anschluss konstruktiv verbessert. Gleichzeitig ergab die Charakterisierung der geometrischen Eigenschaft der Form, dass sich die einzelnen Kavitäten des Werkzeugs im Rahmen einer Streuung gleich verhalten. Dadurch konnte 80% des Messaufwandes eingespart werden.
Die attributiven Merkmale wie „Einfallstelle“, „Gratbildung“ etc. wurden aus dem binären OK/NOK-System in ein Schulnotensystem mit Werten von 1 – 5 überführt. Die Grenzen wurden durch Grenzmuster für jedes Fehlermerkmal dokumentiert. Als Akzeptanz¬kriterium gilt die Note besser als „3“. Diese Eingruppierung gestattet eine numerische Optimierung in Prozessmodellen.
Handlungsfeld Prozessfindung: Die Optimierung wurde in zwei Versuchsschleifen mithilfe der Systematik „statistische Versuchsplanung“ (DoE) durchgeführt.
In der ersten Schleife erfolgte das Vorgehen mittels eines Screening Designs, um die Haupt-Einflussgrößen zu identifizieren, und in der zweiten Schleife wurde das Prozessfenster identifiziert. Es wurden insgesamt zehn Parameter variiert, die weitgehend die spritzgusstypischen Parameter wie Werkzeugtemperaturen, Drücke und Einspritz¬geschwindigkeiten darstellten, sowie eine leichte Variation innerhalb der Rohstoffe.
Ergebnis:
Die geometrischen Größen der Formkörper sind im Wesentlichen durch die Spritzgussform bestimmt und liegen immer innerhalb der Spezifikation. Eine geometrische Größe des Werkzeuges sollte angepasst werden, um den Prozess zu zentrieren.
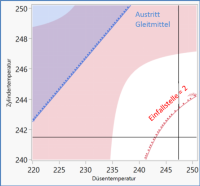
Für attributive Merkmale kann ein Prozessmodell dargestellt werden. Insbesondere zwei Größen „Einfallstelle“ und „Austritt Gleitmittel“ können durch Parameter des Prozesses optimiert werden. Die anderen Größen hängen eng mit der Formgeometrie oder Prozessunterbrechungen zusammen.
Das Ergebnis zeigt, wie mithilfe der statistischen Versuchsplanung attributive Fehlermerkmale wirksam optimiert werden können. Durch die gleichzeitige Berücksichtigung aller Qualitätsgrößen und der kostenrelevanten Parameter konnte ein verbesserter Prozess identifiziert werden. Dabei zeigte sich, dass der qualitativ optimale Prozess nicht immer der teuerste sein muss.
Nutzen für den Auftraggeber

Der neue Prozess erlaubt die Produktion von Formkörpern, bei denen die Spezifikation erfüllt ist und Ausfälle durch attributive Merkmale vermieden werden. Das Prozessfenster ist zudem unter wirtschaft-lichen Gesichtspunkten optimiert, da es sowohl bei Prozesszeiten als auch bei den Hilfsstoffen in den ökonomisch günstigsten Bereich gelegt wurde.
Das Vorgehen der Qualifizierung durch statistische Versuchsplanung kann als Standard für zukünftige Werkzeuge eingesetzt werden und erlaubt die Abnahme mithilfe statistisch gesicherter Modelle.
Auf Basis einer fundierten Prozesskenntnis kann auch gegenüber den Kunden der Fa. Braunform sicher argumentiert werden, dass der Prozess in einem stabilen Fenster verläuft.
Braunform GmbH,
Kunststoff- und Pharmatechnik
Unter Gereuth 7 + 14, 79353 Bahlingen
 | Referenzbeispiel Spritzguss Referenzbeschreibung Braunform_final.pdf (342.97KB) |
| Referenzbeschreibung Braunform_final.pdf (342.97KB) |
Neuigkeiten |  |
15.03.2022, 09:00
Seminar bei X4B in Hannover: "Was steckt in Ihren Daten"
Am 26..April 2022 um 9:00 Uhr präsentiere ich im Rahmen eines X4B-Seminars die Möglichkeiten interaktiver Datenanalyse und Prozessverbesserung. Ich würde mich freuen, wenn Sie daran teilnehmen. Infos unter:... mehr
| Flyer Beschreibung meiner Leistungen und Serviceangebote MW-ProcessConsult.pdf (838.43KB) |
Hier finden Sie mich:

| 
|